Sourcing guide
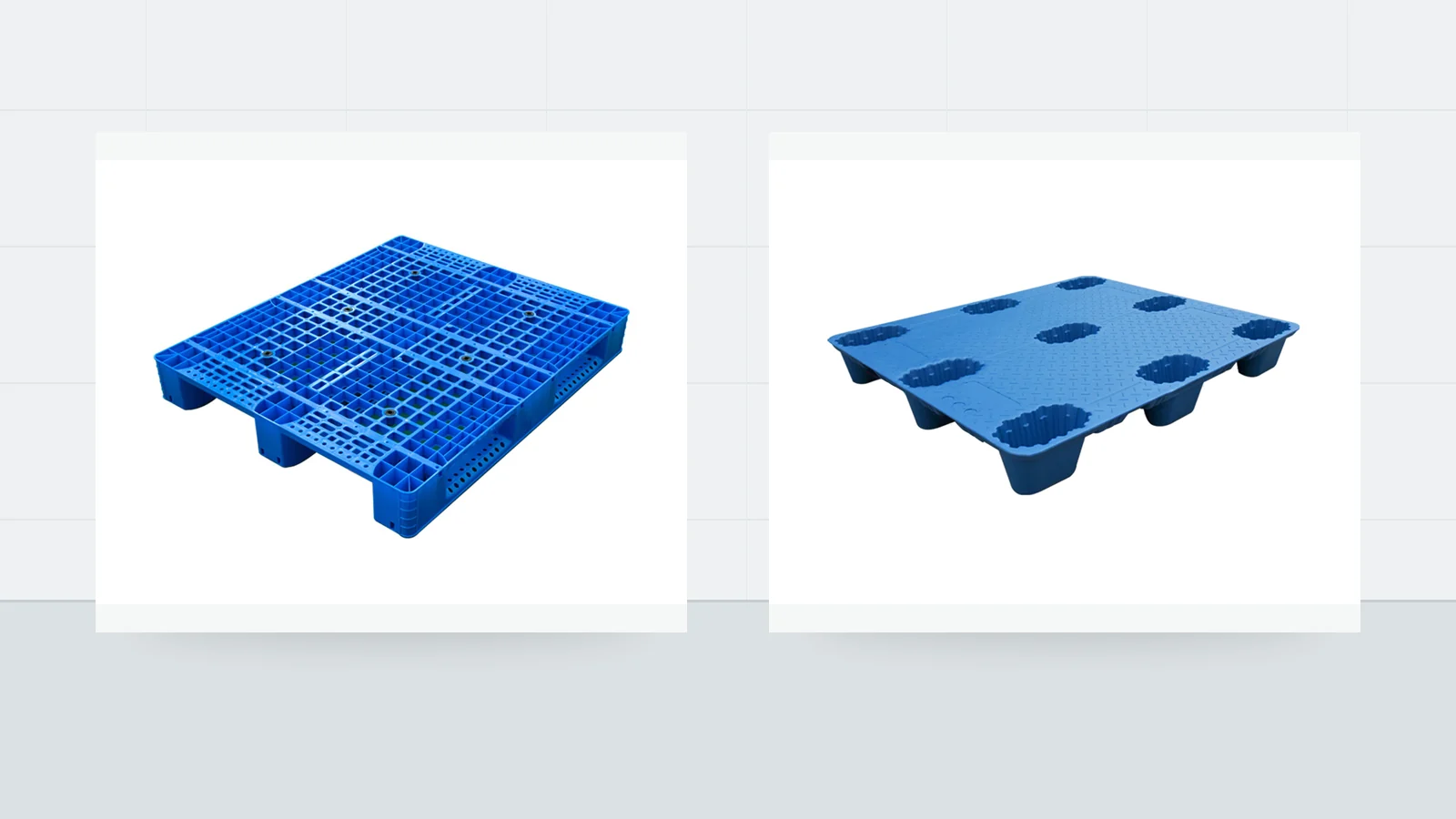
Injection vs Blow-Molded Plastic Pallets: Buyer Checks
Compare injection-molded and blow-molded plastic pallets by load path, base structure, handling route, cleaning, and sample tests before approval.
Injection-molded and blow-molded plastic pallets should not be compared as if the process alone proves performance. Start with the job: load shape, fork entry, rack support, conveyor contact, stacking, cleaning, return logistics, and expected impact. Injection-molded pallets are often easier to specify when buyers need many deck and base structures, tight dimensional review, racking choices, or automation checks. Blow-molded pallets may be a good candidate where a hollow, impact-tolerant body and simple nesting or export handling fit the route. In both cases, approve the exact model only after loaded sample checks under the real support and handling conditions.
Start with the pallet route, not the process label
The process name tells you how the pallet is made, but the warehouse cares about where the load sits and where the pallet is supported. A quotation that says “injection molded” may describe a nine-leg nestable pallet, a 3-runner rackable pallet, a perimeter-base pallet, or a closed-deck hygiene pallet. A quotation that says “blow molded” may describe a lightweight nestable export pallet or a heavier double-faced design.
Before comparing prices, record the actual route:
- goods type: cartons, bags, drums, crates, sacks, or concentrated equipment parts;
- handling: forklift, pallet jack, conveyor, AGV, palletizer, wrapper, or manual movement;
- storage: floor stacking, beam racking, drive-in racking, shuttle, or short staging;
- environment: ambient, cold room, outdoor staging, wet area, food area, or chemical exposure;
- return plan: one-way export, internal reuse, external return loop, or pooled circulation.
This keeps the discussion practical. A pallet that works well for one-way export may be wrong for beam racking. A rackable pallet may be unnecessary for a short, low-risk shipment. A blow-molded pallet may handle impact well in one route but still need confirmation for conveyor transfers, pallet jacks, or hygiene cleaning.
Quick comparison for RFQ discussions
Use this table to decide what to ask next. It does not approve either type by itself.
| Buying question | Injection-molded pallets often help when | Blow-molded pallets may help when | What must still be confirmed |
|---|---|---|---|
| Structure choice | The buyer needs 9-leg, 3-runner, perimeter-base, double-faced, closed-deck, or reinforced options | The buyer wants a hollow-body pallet, often for nesting, impact handling, or a specific export route | Exact deck, bottom, fork-entry, and support design |
| Rack storage | A defined rackable model is available, such as a 3-runner or reinforced design | Only if the model is specifically designed and approved for the rack support | Beam span, load distribution, dwell time, temperature, and deflection |
| Empty return | Nestable injection-molded pallets can reduce empty volume | Nestable blow-molded pallets can also reduce empty volume in suitable lanes | Nesting height, stuck-pallet risk, return damage, and container quantity |
| Forklift impact | Rib design, runner layout, material route, and corners must match the aisle risk | Hollow body and rounded edges may suit some impact-heavy routes | Fork-entry wear after repeated handling, not catalog wording |
| Conveyor or automation | Dimensional control and base layout can be specified for the equipment | May work only where bottom contact and transfer gaps match the equipment | Loaded line trial, base contact, sensor detection, and deformation |
| Cleaning and hygiene | Closed or open deck choices can be matched to the sanitation route | Hollow cavities, drain points, and surface details need careful review | Cleaning method, drying, residue traps, and document requirements |
For a standard dry-goods warehouse, this table may be enough to shortlist samples. For racking, automation, food-area use, or long-life return loops, the comparison needs written acceptance criteria.
Where injection-molded pallets are often easier to specify
Injection molding is common where buyers need a specific pallet architecture rather than one general body shape. The same buying project might review nestable pallets for export, 3-runner rackable pallets for beam racks, perimeter-base pallets for stacking, or closed-deck pallets for clean handling.
This variety is useful when the operation has several constraints at once. A warehouse may need forklift entry from four sides, rack support on two beams, enough deck contact for cartons, and a bottom design that does not jam on handling equipment. In that case, the process is less important than the structure, material route, and tested support condition.
Use the plastic pallet RFQ checklist to keep the request comparable: model, size, material route, load type, rack or floor support, equipment, temperature, sample test, and change-control expectations. If material is part of the concern, connect the discussion to the HDPE vs PP pallet RFQ guide rather than treating all injection-molded pallets as the same.
Where blow-molded pallets may be a good candidate
Blow-molded plastic pallets deserve review when the buyer wants a hollow, rounded, impact-tolerant body and the route does not require a structure that only another pallet type can provide. Many buyers look at blow-molded plastic pallets for export handling, retail distribution, return-space reduction, or routes where a nestable pallet is more useful than a rackable one.
The common purchasing mistake is to stop at “blow molded is stronger” or “blow molded is lighter.” Neither statement is safe without conditions. The relevant questions are more concrete:
- Does the base sit correctly on the floor, stack, rack, pallet jack, or conveyor?
- Does the deck support the actual carton, bag, or crate footprint?
- Does the hollow body drain and dry if the pallet is washed or stored outdoors?
- Does the pallet nest without jamming when dusty, wet, cold, or slightly damaged?
- Does the supplier confirm the material route, color, additives, and production consistency for the exact model?
If the main goal is to reduce empty return volume, compare the choice with the nestable vs rackable pallet guide . The right answer may be a nestable injection-molded pallet, a blow-molded pallet, or a different returnable package depending on load and route.
Sample checks before approving either type
Recognized pallet tests are useful for language and comparison, but field use still matters. ISO 8611-1:2025 covers test methods for new flat pallets, while Virginia Tech’s Center for Packaging and Unit Load Design treats pallets as part of the full unit-load system. For buyers, the practical lesson is simple: test the pallet with the goods and equipment that will actually use it.
Before a bulk order, check:
- Load the sample with the normal unit load and the heaviest regular load.
- Move it through the real forklift or pallet-jack route, including tight turns and dock transitions.
- Store it under the intended support: floor stack, rack beams, shuttle, conveyor, or staging area.
- Inspect fork entries, runners, legs, corners, deck ribs, and bottom contact after handling.
- Confirm nesting, stacking, wrapping, label use, and empty-return handling if those are part of the route.
- Repeat cleaning, drying, cold exposure, or outdoor staging where relevant.
- Compare production pallets against the approved sample for structure, material route, color, and weight tolerance.
Do not use one clean, empty trial as approval for a loaded warehouse route. Many failures appear only after load, impact, cold exposure, off-center goods, or repeated handling.
When the choice needs deeper confirmation
Most ordinary purchases can stop after a clear RFQ, supplier confirmation, and loaded sample trial. Escalate when the pallet will be used in higher-risk conditions.
For beam racking, specify the rack support and deflection rule. A process label does not prove rack safety. Use the rack deflection acceptance guide when beam span, load duration, temperature, or safety margin matters.
For conveyors, AS/RS, or automated equipment, review bottom contact and detection. The broader automation-ready pallet specification is more useful than asking whether a pallet is “automation suitable.”
For food, pharmaceutical, washing, chemical exposure, or outdoor use, ask for the exact use limits. Hollow areas, ribs, pockets, drains, pigments, recycled content, and additives can all change the decision. Treat supplier documents as model-specific and current, not universal.
Practical buying rule
Common case: choose the pallet type whose structure fits the load, handling route, storage method, and return plan, then approve loaded samples.
Needs confirmation: racking, automation, cold rooms, food-area use, outdoor exposure, chemical contact, heavy point loads, or long return loops.
Not recommended: selecting by process name alone, or accepting broad claims such as “blow molded is stronger” or “injection molded is more precise” without support conditions, material route, and sample results.
The RFQ wording can stay short:
Supplier shall identify whether the pallet is injection-molded or blow-molded and confirm the exact model, material route, deck structure, bottom support, fork-entry design, nesting or stacking behavior, rack or conveyor limits, and sample acceptance conditions. Final approval depends on loaded testing under the buyer’s actual handling, storage, and return route.
That wording gives procurement, warehouse, and supplier teams a shared decision record. It also keeps the process comparison where it belongs: as one part of pallet selection, not the whole answer.


