采购指南
注塑与吹塑塑料托盘:采购前该检查什么
从载荷路径、底部支撑、搬运路线、清洁和样品测试角度比较注塑与吹塑塑料托盘,避免只按工艺名称下单。
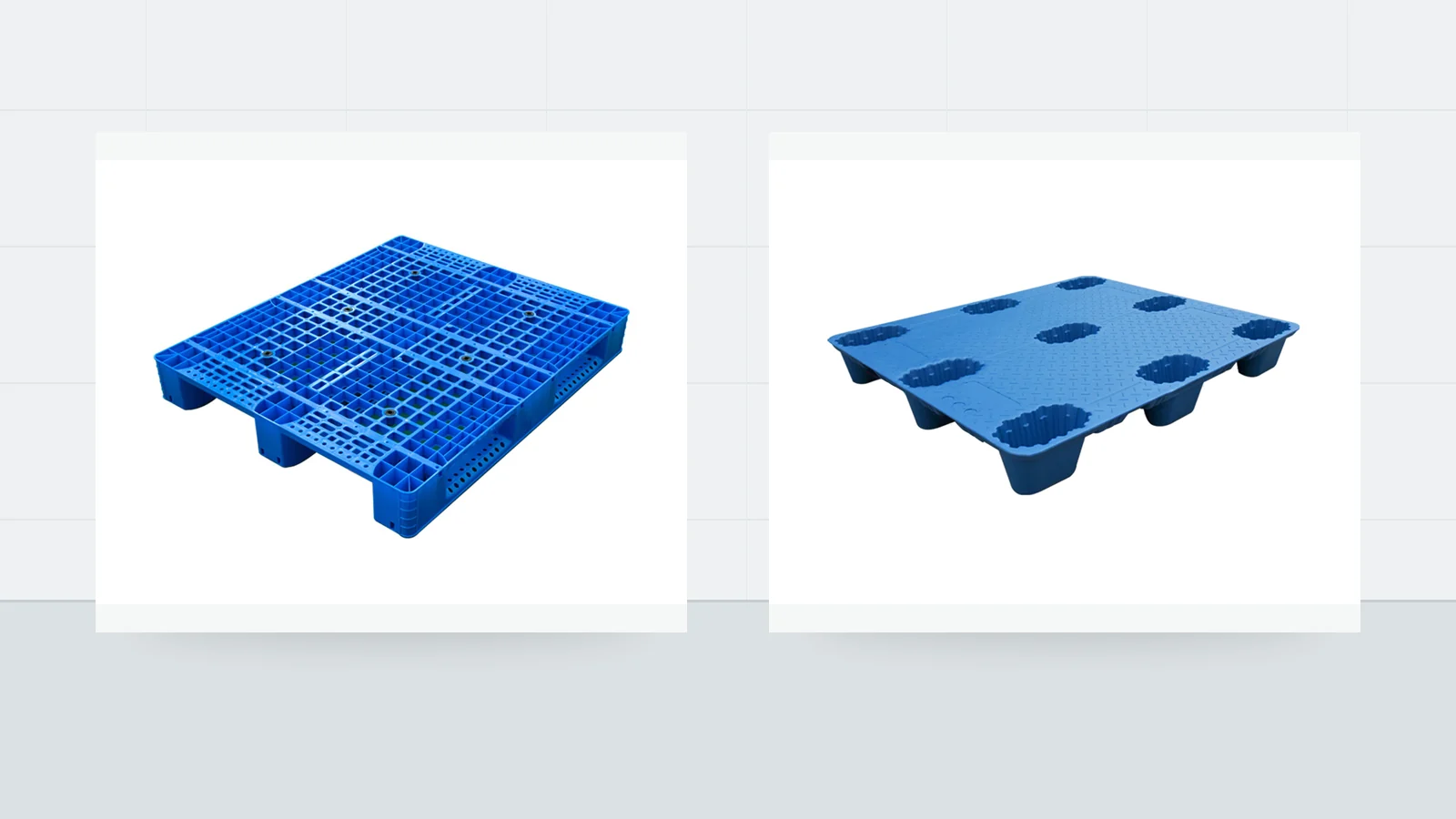
注塑和吹塑塑料托盘不能只按工艺名称判断好坏。先看工况:货物形态、叉孔方向、货架支撑、输送线接触、堆码、清洁、空托返程和日常撞击。注塑托盘通常更容易提供多种板面和底部结构,例如九脚、三跑道、川字、田字、双面或闭面结构,适合需要明确货架、自动化或尺寸控制的项目。吹塑托盘在中空结构、圆角抗冲击、套叠返程和部分出口路线中可能更合适。无论哪一种,都应按实际载荷和现场支撑条件做样品测试后再批准批量订单。
先确认托盘路线,而不是先选工艺
工艺名称只能说明托盘大致如何制造,仓库真正关心的是货物压在哪里、托盘在哪里受支撑。报价中写“注塑”,可能是九脚套叠托盘、三跑道货架托盘、田字底托盘,也可能是闭面卫生托盘。报价中写“吹塑”,也可能是轻量套叠出口托盘,或更重的双面结构。
比较价格前,先记录实际路线:
- 货物类型:纸箱、袋装货、桶、周转箱、编织袋或集中受力零件;
- 搬运方式:叉车、手动托盘车、输送线、AGV、码垛机、缠绕机或人工移动;
- 存储方式:地面堆码、横梁式货架、贯通式货架、穿梭车或短暂停放;
- 环境条件:常温、冷库、户外暂存、潮湿区、食品区域或化学品接触;
- 返程方式:一次性出口、内部循环、外部回收闭环或共享池流转。
这样比较才有意义。适合一次性出口的托盘,未必适合横梁货架。可上货架的托盘,也可能对短途低风险运输过度配置。吹塑托盘在某些撞击路线中表现可能不错,但仍需确认输送线、托盘车或清洗路线是否匹配。
RFQ 讨论中的快速比较
下表用于决定下一步该问什么,并不能单独批准某一种托盘。
| 采购问题 | 注塑托盘通常适合讨论的情况 | 吹塑托盘可能适合讨论的情况 | 仍需确认什么 |
|---|---|---|---|
| 结构选择 | 需要九脚、三跑道、田字底、双面、闭面或加钢管等多种结构 | 需要中空本体,且路线偏套叠、撞击搬运或特定出口使用 | 具体板面、底部、叉孔和支撑结构 |
| 货架存储 | 有明确的货架型号可选,例如三跑道或加固结构 | 只有在该型号被明确设计并确认适合货架时才考虑 | 横梁跨度、载荷分布、存放时间、温度和挠度 |
| 空托返程 | 注塑套叠托盘可减少空托体积 | 吹塑套叠托盘在合适路线中也可减少空托体积 | 套叠高度、卡托风险、返程损伤和装柜数量 |
| 叉车撞击 | 筋位、跑道、材料路线和边角需匹配现场风险 | 中空本体和圆角在部分高撞击路线中可能有价值 | 反复搬运后的叉孔磨损,而不是目录描述 |
| 输送线或自动化 | 可按设备要求确认尺寸控制和底部布局 | 只有底部接触和过渡缝隙匹配设备时才可考虑 | 满载试线、底部接触、传感器识别和变形 |
| 清洁和卫生 | 可按清洁路线选择闭面或开面结构 | 中空腔体、排水点和表面细节需重点检查 | 清洁方法、干燥、残留死角和文件要求 |
普通干货仓库可以用这张表先筛选样品。涉及货架、自动化、食品区域或长期循环的项目,应写清楚验收标准。
注塑托盘通常更容易细分规格的场景
当买方需要的是某种托盘结构,而不是一个笼统的托盘本体时,注塑托盘通常更容易细分。一个项目可能同时比较出口用套叠托盘、横梁货架用的三跑道货架托盘 、堆码用田字底托盘,或洁净搬运用闭面托盘。
这种结构选择对多约束工况有帮助。例如仓库可能同时需要四向进叉、两根横梁支撑、足够的纸箱接触面积,以及不会在设备上卡住的底部结构。此时,工艺名称不是重点,结构、材料路线和实际支撑条件下的测试结果才是重点。
可以把要求写入塑料托盘 RFQ 规格清单 :型号、尺寸、材料路线、载荷类型、货架或地面支撑、设备、温度、样品测试和变更控制。如果材料也是疑点,可同时参考 HDPE 与 PP 托盘 RFQ 指南 ,不要把所有注塑托盘看成同一种材料表现。
吹塑托盘可能值得评估的场景
当买方希望使用中空、圆角、抗撞击取向的本体结构,并且路线不强制要求其他特殊底部结构时,吹塑塑料托盘 值得评估。常见场景包括出口搬运、零售配送、空托返程空间控制,或更需要套叠而不是上货架的路线。
采购中常见误区是停留在“吹塑更结实”或“吹塑更轻”。这些说法都不能脱离条件。更具体的问题是:
- 底部是否能正确落在地面、堆码、货架、托盘车或输送线上?
- 板面是否能支撑实际纸箱、袋装货或周转箱的接触面积?
- 如果会清洗或户外暂存,中空结构是否能排水、干燥并便于检查?
- 在灰尘、潮湿、低温或轻微损伤后,套叠是否会卡住?
- 供应商是否能确认该型号的材料路线、颜色、添加剂和生产一致性?
如果主要目标是降低空托返程体积,可结合套叠托盘与货架托盘指南 一起比较。最终答案可能是注塑套叠托盘、吹塑托盘,也可能是另一种可循环包装。
批量批准前的样品检查
标准化托盘测试有助于统一语言和比较条件,但现场使用仍然关键。ISO 8611-1:2025 涵盖新平托盘的测试方法,Virginia Tech 的 Center for Packaging and Unit Load Design 也把托盘视为单元载荷系统的一部分。对采购来说,实际结论很简单:用真实货物和真实设备测试。
批量订单前应检查:
- 用常规单元载荷和日常最高载荷分别装载样品。
- 走完整叉车或托盘车路线,包括窄转弯和月台过渡。
- 按计划支撑方式存放:地面堆码、横梁货架、穿梭车、输送线或暂存区。
- 搬运后检查叉孔、跑道、支脚、边角、板面筋位和底部接触点。
- 如涉及返程,确认套叠、堆码、缠绕、标签和空托搬运。
- 如涉及清洁、干燥、冷库或户外暂存,应重复相应试验。
- 比较量产托盘与批准样品在结构、材料路线、颜色和重量公差上的一致性。
不要用一次空托、洁净、短距离试跑批准满载仓库路线。很多问题只会在载荷、撞击、低温、偏载或反复搬运后出现。
哪些情况需要升级确认
多数普通采购在 RFQ 清楚、供应商确认、样品满载测试通过后即可推进。以下情况应提高确认级别。
用于横梁货架时,要明确支撑方式和挠度规则。工艺名称不能证明货架安全。横梁跨度、存放时间、温度或安全余量重要时,可参考货架挠度验收指南 。
用于输送线、AS/RS 或自动化设备时,要检查底部接触和识别方式。相比询问“是否适合自动化”,自动化塑料托盘规格指南 更有用。
用于食品、医药、清洗、化学品接触或户外场景时,要询问该型号的具体使用限制。中空区域、筋位、凹槽、排水、色母、再生料和添加剂都可能影响判断。供应商文件应绑定具体型号和当前版本,不能当作通用承诺。
实用采购规则
常规情况:选择结构能匹配载荷、搬运路线、存储方式和返程计划的托盘类型,再用满载样品批准。
需要确认:货架、自动化、冷库、食品区域、户外暴露、化学品接触、重型点载荷或长期循环。
不建议:只按工艺名称选择,或在没有支撑条件、材料路线和样品结果时接受“吹塑更结实”“注塑更精准”等笼统说法。
RFQ 可以这样写:
供应商应说明托盘为注塑或吹塑,并确认具体型号、材料路线、板面结构、底部支撑、叉孔设计、套叠或堆码行为、货架或输送线限制,以及样品验收条件。最终批准取决于买方实际搬运、存储和返程路线下的满载测试。
这样采购、仓库和供应商可以使用同一份决策记录,也能把工艺比较放回正确位置:它是塑料托盘选型的一部分,而不是全部答案。

